
Toz boya tamamen kuru bir kaplama sistemidir. Elektrikle yüklenen öğütülmüş reçine, pigment ve diğer hammadde taneciklerinden oluşur ve boyanacak objelerin üzerine püskürtülür. Boyanacak malzemeler topraklanır, böylece yüklenen taneciklerin kürlenme fırınlarında eriyip birbirlerine yapışarak düzgün, dayanıklı ve kaliteli bir kaplama oluşturmadan önce malzemeye tutunmalarını sağlar. Toz boyalar termoset (ısı ile kürlenen) ve termoplastik olarak ikiye ayrılmaktadır. Isı ile kürlenen toz boyalar en çok kullanılan toz boyalardır. Kürlenme işlemi sırasında geri dönüşümü olmayan kimyasal bir değişime uğrarlar ve tekrar ısıtıldıklarında tekrar eriyerek sıvı hale geçmezler. Termoplastik toz boyalar ise ısıtılarak tekrar tekrar eritilebilir, soğutulduklarında katılaşırlar. Özellikle en zorlu performans gerekliliklerinin olduğu yüksek film kalınlıklarında yapılan uygulamalar için uygunlardır.

Elektrostatik toz boyama solvent içermeyen bir yüzey kaplama metodudur. Kaplayıcı malzeme, son kat boya tabakasını oluşturan çok ince toz boya partikülleridir. Toz boya, boya kabininde özel boya tabancaları vasıtasıyla atılır. Tabancadan geçerken elektrostatik yüklenen toz boya partikülleri kabin içinde boyanacak malzemeye yapışır ve kaplama işlemi gerçekleşmiş olur. Toz boyanın malzeme yüzeyine tam olarak yapışabilmesi için malzemenin de çok iyi bir şekilde topraklanması gerekir. Fazla atılan boya, kabinde bulunan boya geri kazanım sistemi sayesinde toplanır ve tekrar kullanıma sokulur. Boya geri kazanım sistemi elektrostatik toz boyama teknolojisinin en büyük ekonomik avantajlarından biridir. Malzeme toz boya ile kaplandıktan sonra pişirme fırınına girer. 200ºC olan fırın ısısı toz boyanın erimesini ve malzeme üzerine yapışmasını sağlar. Sonuçta çok dayanıklı, ekonomik, çevre dostu, geniş renk yelpazeli ve parlak bir yüzey kaplaması elde edilir. Solvent içermemesi, yüzey kalitesi, dayanıklılığı, boya geri kazanım sistemi, ekonomikliği ve çevre duyarlılığı elektrostatik toz boyamayı geleneksel boyama işlemlerine göre daha çekici bir alternatif yapmaktadır.
Elektrostatik toz boya kaplama, üründe bir damla solvent kullanmaksızın, boyanıp piyasaya verilir hale getirilmesidir. Toz boya, bir hava akımı ile özel olarak geliştirilen bir toz boya tabancasına taşınır ve bir toz bulutu halinde toz boya kabini içinde pülverize edilir. Burada statik elektrik ile yüklenen toz topraklanmış ürün üzerine, her tarafına eşit ve muntazam olarak dağıtacak şekilde kaplanır. Aşırı olarak püskürtülmüş bulunan toz boya(ürün üzerine yapışmayan) tekrar kullanılmak üzere, toz boya kabini içindeki emme sistemiyle havadan ayrılıp geri kazanılır. Geri kazanılan tozun tekrar kullanılabilme özelliği toz boya tekniğinin en ekonomik avantajlarından biridir. Ürün daha sonra bir fırında pişirme işlemine tabi tutulur. Isı, tozun erimesine ve ürün üzerinde akışına neden olur ve polimerize olarak, kimyasal sertleşmeyle üzerine yapışır. Belirtilen artı özellikleriyle toz boya tekniği geleneksel yaş boyaya nazaran daha cazip hale gelmiştir.
Toz boya uygulaması üç ana adımdan oluşur.
1. Temizlik ve ön işlem
2. Toz boya uygulaması
3. Fırınlama
Boyama işleminden mükemmel sonuç alabilmek için, boyanacak parçanın bir temizlik ve ön işlemden geçirilmesi gerekmektedir. Parça temizliğinde kullanılmakta olan çeşitli yöntemler vardır. Asidik temizleyiciler inorganik kirlilikler için iyi sonuç verirken, alkali temizleyiciler organik kirliliklere daha uygundur. Diğer organik kirlilikler için yağ alıcı kimyasallar kullanılır.
Bu temizlik işleminden sonra genelde fosfatlama işlemi gerekir. Ancak mimari uygulamalar için kullanılan alüminyum profiller için chromic asit çözeltisinden geçirilmesi daha iyi sonuçlar verir.
Toz boya uygulaması, elektrostatik tabanca vasıtasiyla gerçekleştirilir. Bu amaç için corona ve tribo olmak üzere iki tip tabanca mevcuttur. Corona tipi tabancada, toz tabancayı terk ederken tabanca ucunda bulunan yüksek voltajlı bir elektrod sayesinde elektrostatik olarak negatif yüklenir. Boyanacak parça topraklanmış olduğundan, elektrostatik olarak yüklenmiş olan boya kolayca parçaya yapışır. Ancak bazen çok girintili ve çıkıntılı parçalarda Faraday etkisi oluşup tozun çukur alanlara girişi sorunlu olabilir. Bu durumlarda tribo tipi tabancalar kullanılır. Bu tür tabancada boya yüksek voltaj uygulanmadan, sadece sürtünmeyle positif yükle yüklenmesi sağlanır.
Ancak iletkenliği zayıf olan (cam, plastik, ahşap gibi) parçalar sıcakken toz boya uygulanır. Bunun için de toz püskürtülmeden parçalar bir ön ısıtmadan geçirilirler.
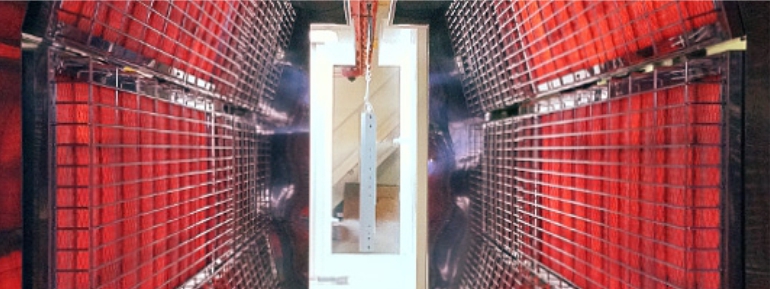
Toz boya uygulanan parça fırınlama konur. Bu aşamada parça, boyanın özelliklerinde verilen süre ve sıcaklığa maruz bırakılır. Boya bu sıcaklıkta önce eriyip düz bir zemin oluşturduktan sonra kürleşir. Bu sure sonunda parça fırından çıkartıldıktan sonra boyama işlemi tamamlanmış olur. Toz Boya ürünleri genelde 200 derecede 10 dakikada kürleşirler. Ancak burada zikredilen 10 dakikalık sure parça 200 dereceye geldikten sonra başlatılır.
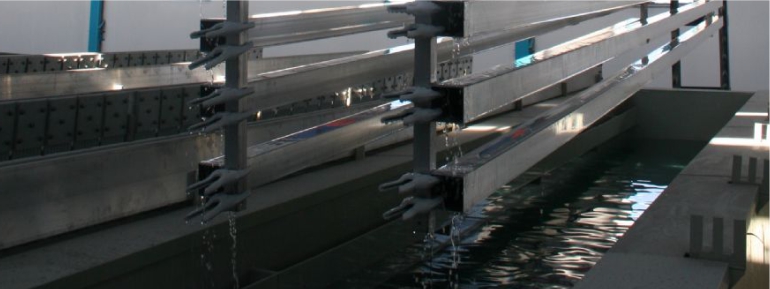
Eloksal, alüminyum yüzey işlem dilimize Almanca'dan girmiş bir terimdir (eloxal). Anodizasyon, anodize etmek şeklinde de tanımlanır. Uluslararası terminolojide "Anodic Oxidation (Anodik Oksidasyon)" veya "Anodising / Anodizing (Anodizasyon / Anodize)" olarak tanımlanır. Eloksal, alüminyum için çok özel bir yüzey kaplamadır; elektrokimyasal bir proses ile yapılır. Kullanılan elektrolit, genelde asidik bir çözeltidir. Kaplanacak alüminyum elektroliz işleminin "anot"udur. Belirli ve kontrol edilen bir akım (genellikle doğru akım DA) yoğunluğu, kaplanacak alüminyum (iş parçası) ile uygun bir katot arasında, yine belirli bir süre için geçirilir. Bu süre, oluşacak eloksal tabakasının özellik ve kalınlığına göre belirlenir. Proses sırasında ısı ortaya çıkar ve elektrolitin sıcaklığını sabit tutmak için bu ısının işlem ortamından alınması (elektrolitin soğutulması) gerekir. Kaliteli bir eloksal elde etmek için işparçasının metalurjik yapısının kaliteli olması ve eloksal tesisinin gerekli mühendislik kriterlerine göre dizayn edilmiş olması gerektiği unutulmamalıdır.
Eloksal kaplama (anodik oksidasyon , eloxal, anodize, anodizasyon), aluminyum ürünlere uygulanan en önemli yüzey işlemlerinden birisidir.
Eloksal işlemi, yetmiş yıldan beri gerek dekoratif, gerekse endüstriyel uygulamalar için kullanılmaktadır.
Mimari uygulamalar için eloksal tabakasının "renk"lendirilmesi amacı ile birçok çalışmalar yapılmış ve prosesler geliştirilmiştir. Bu proseslerin çoğu, eloksal tabakasının gözenekli (poröz) yapısının, renk verici pigmentleri barındırması esasına dayanmaktadır.
Dekoratif Görünüm İçin Önişlemler:
Yüzeyin dekoratif görünümünü değiştirmeye yönelik olan işlemler, mekanik veya kimyasal olabilirler. Yüzeyde oluşturulan mat, parlak, metalik, veya tekstürlü görünüm; üzerine eloksal kaplama yaparak korunur.

Mekanik Önişlemler:
Mekanik işlemler arasında polisaj (parlatma), satinaj, çapak alma, veya kumlama gibi işlemler bulunur.
Polisaj ve satinaj işlemleri ise genellikle profillere uygulanır. Polisaj işleminde özel tekstilden (bez) yapılan fırçalar, satinaj işleminde ise paslanmaz çelik tellerden yapılan fırçalar kullanılır. Yaplacak işin kapasitesine ve yüzey kalitesine göre imal edilmiş, 2-4-6-8 sıra paslanmaz çelik ve özel plastik fırçalara sahip satinaj makinaları kullanılarak profiller, kullanılan makinaya göre tek tek veya birkaçı bir arada olacak şekilde işlemden geçirilir.
Polisaj işlemi sonunda "parlak" bir yüzey elde edilir.
Satinaj işlemi sonucunda ise, özellikle ekstrüzyon çizgilerini kamufle etme amacına yönelik, kullanılan fırça tellerinin kalınlığına bağlı olarak, hafif çizgiler oluşturulur. Gerek küçük parça, gerekse de profillere uygulanan bir başka işlem de "zımparalama"dır. Zımparalama ile, özel zımpara şeritleri kullanılarak, zımparanın gren (tane) büyüklüğüne bağlı olarak, yüzeyde sade veya çeşitli tekstür görüntüleri oluşturulur. Zımpara ile alüminyum temas yüzeyinde sıvı veya katı bir yağlayıcı gerekir.
Tüm mekanik işlemlerin sonucunda, yüzeyden kaldırılan metal tabakası ve kullanılan cila/yağlar nedeniyle, yüzeyde bir miktar kalıntı kalabilir. Bu işlem sonrası kalıntılar, "yağalma" banyolarındaki kimyasallarla temizlenebilir.
Kimyasal önişlemler, üründe istenen yüzey görünümüne göre seçilir.
Mat yüzey elde etmek için sodyum-hidroksit içeren eriyiklerde dağlama yapılır.
Ayrıca özel üretilmiş matlaştırma ve yüzey düzleştirme yapan kimyasallarda kullanılarak mat yüzey elde edilebilir.
Parlak yüzey eldesi için de asit içeren eriyiklerle kimyasal daldırma veya elektrokimyasal parlatma metodları uygulanır.
Notasyon Tarifi
E0, E1, E2, E3, E4, E5, E6
QUALANOD (EURAS)'a göre
C0 Naturel eloksal rengi (beyaz /renksiz)
C31 Çok açık bronz (very light bronze)
C32 Açık bronz (light bronze)
C33 Bronz (medium bronze)
C34 Koyu bronz (dark bronze)
C 35 Siyah (black)
Eski Alman notasyonları:
EV1 Naturel renkli (renksiz, beyaz)
EV2 Alman gümüşü (German silver)
EV3 Sarı (altın) (Gold)
EV6 Siyah (Black)
otomatik kapı ankara - fotoselli kapı ankara - çelik kepenk ankara - garaj kapısı tamiri